FASTELFOIL HS160 HEAT SEAL ALUMINUM FOIL
FastelFoil HS160 Heat Seal Aluminum Foil (EVA Seal)
FastelFoil HS160 is low temperature heat seal aluminum foil designed for use in medical device/diagnostic applications where substrate, reagent or biologic heat sensitivities exist. FastelFoil HS160 is available in a range of material constructions depending on puncture or peel requirements as well as surface flatness conditions that may exist.
HS160 utilizes and EVA (ethylene-vinyl-acetate) based heat seal coating designed to adhere to many types of plastic and metal surfaces within small and large contact surface area configurations.
With a flow characteristic that can be controlled with heating, FastelFoil HS160 can be provided in a manual drop-in-place or automated die cut format providing efficient heating cycles as well as no clean-up after heating.
As a dry-to-the-touch seal coating, FastelFoil HS160 can be die cut to match a wide range of sealing applications areas. Once the foil seal pad is heated to or past its melt point temperature and cooled, the HS160 aluminum seal is set.
With a flow characteristic that can be controlled with heating, FastelFoil HS160 can be provided in a manual drop-in-place or automated die cut format providing efficient heating cycles as well as no clean-up after heating.
As a dry-to-the-touch seal coating, FastelFoil HS160 can be die cut to match a wide range of sealing applications areas. Once the foil seal pad is heated to or past its melt point temperature and cooled, the HS160 aluminum seal is set.
FastelFoil HS160 Features and Benefits
- Typical Heat Seal Range: 75C to 110C
- Melt point temperature: 71C (low melt design)
- Maximum continuous operating temperature: 55C
- EVA thermoplastic seal coating ethylene vinyl acetate)
- Inert thermoplastic formulation | solvent free
- Seals to many types of plastic and metal substrates
- Dry film at room temperature seal coating
- Ideal for bonding ultra heat sensitive substrates or reagents
- Available in multiple aluminum substrate thicknesses
- Multiple seal coating thickness options
- Die cut foil arrays available to match custom sealing outlines
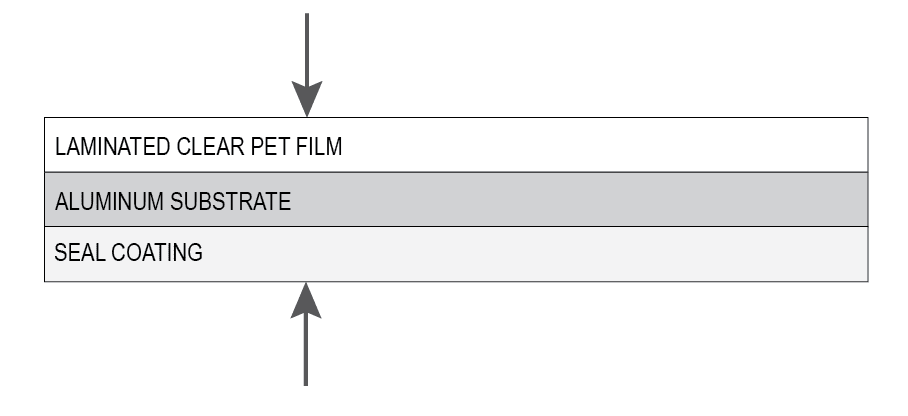
- Paper or PET Film backers available for peel requirements
- Printing available (2 color, random repeat or registered)
- Seal with standard or custom heat seal / induction equipment
- Available in rolls, sheets or die cuts
To request samples or technical data sheet, please click on thie link located to the right or call TF: 1-888-989-3832 (US) International: +1-949-369-7676.
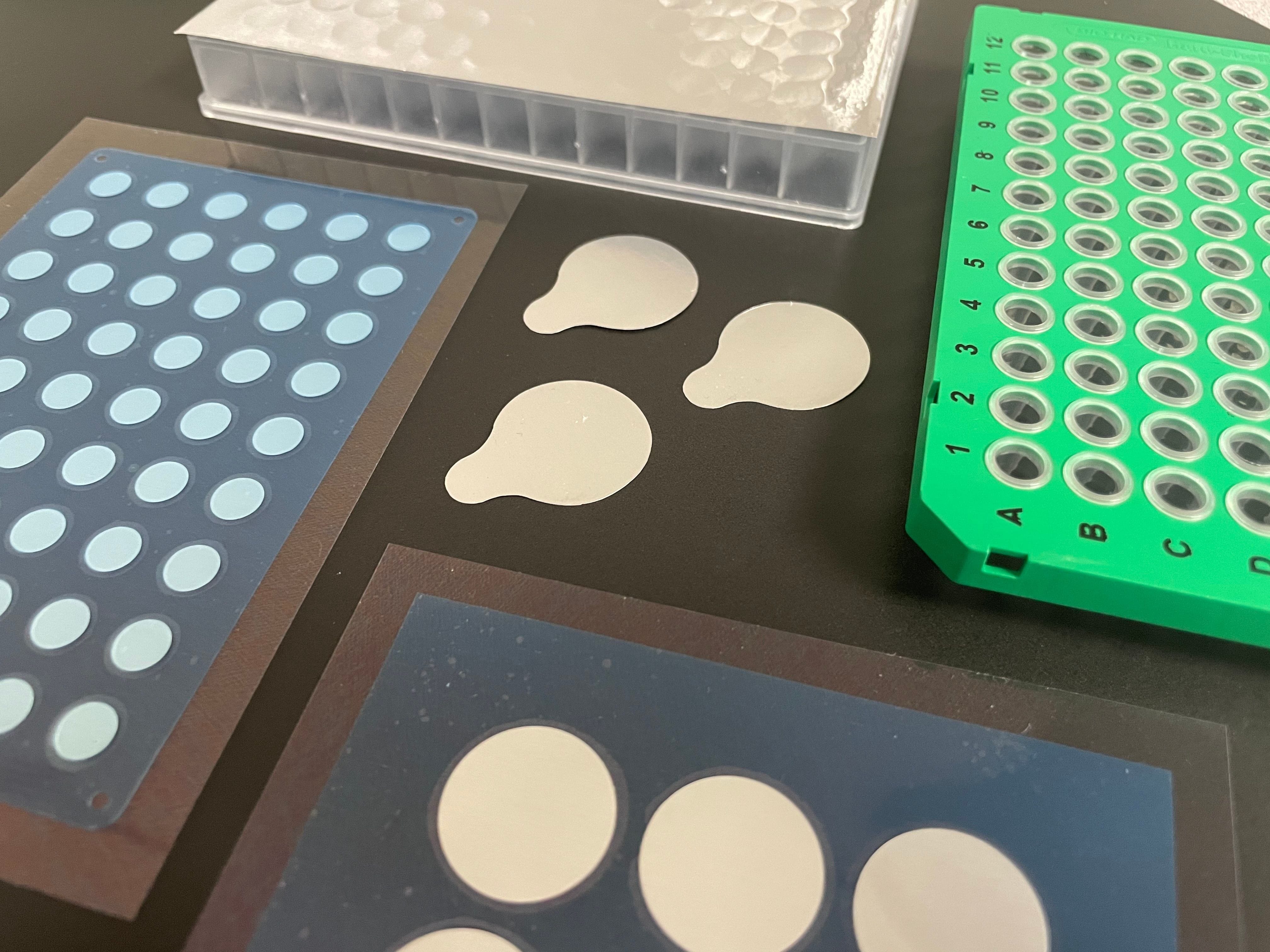
Typical FastelFoil HS160 Material Constructions
FastelFoil is available in a few standard constructions depending on your application requirements. Laminated paper backing or clear PET backing available for peel requirements or gap filling requirements.
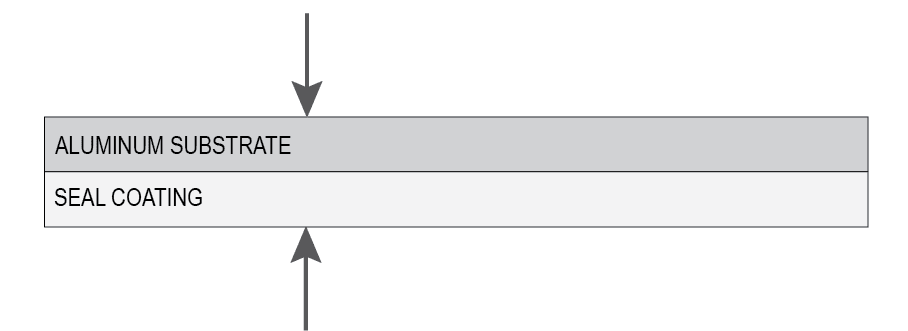
Standard Cross Section (puncture)
C1S Paper Backing (peel requirements)

PET Film Backing (peel requirements)
Seal Coating Thickness
- FE1 - 0.025mm (0.001")
- FE3 - 0.076mm (0.003")
- FE5 - 0.127mm (0.005")
- Custom seal coating thickness available
Foil Backer Options
- C1S - White paper backing (gloss surface finish)
- PET - Clear film backing
- V - clear protective varnish coating on top of aluminum
General Specifications
- Melt point: 160F | 71C (full liquid state)
- Continuous operating temperature: -20C to 55C (post bonding)
- Chemistry: EVA thermoplastic seal coating
- RoHS | REACH | Halogen Free Compliant
- FDA 175.105 Compliant Heat Seal Material
Aluminum Substrate Thickness
- ALH05- 0.013mm (0.0005") - hard temper
- ALH1 - 0.025mm (0.001") - hard temper
- AL1.5 - 0.038mm (0.0015") - soft temper
- AL2 - 0.051mm (0.002") - soft temper
- AL3 - 0.076mm (0.003") - soft temper
- AL5 - 0.127mm (0.005") - soft temper
0.013mm (0.0005") and 0.025mm (0.001") aluminum substrates available in soft temper upon request. Contact us for more information on thin soft temper options.
Item Code Methodology
Final material code is represented with the seal coating followed by the aluminum foil thickness. Example, a 0.025mm (0.001") seal coating on a 0.013mm (0.0005") aluminum substrate is represented as FE1-ALH05. Backers would follow aluminum code. Ex: FE1-ALH05-C1S
Top Side Printing Options
Custom printing available. 2 color maximum in either a random repeat or registered print layout. Solid color flood coating available.
Custom printing is available for rolls, custom slit rolls or die cuts.
Delivery Formats
- Master rolls
- Custom and narrow slit rolls
- Die cut individuals
- Multiple die cuts per sheet
- Die cut continuous reels
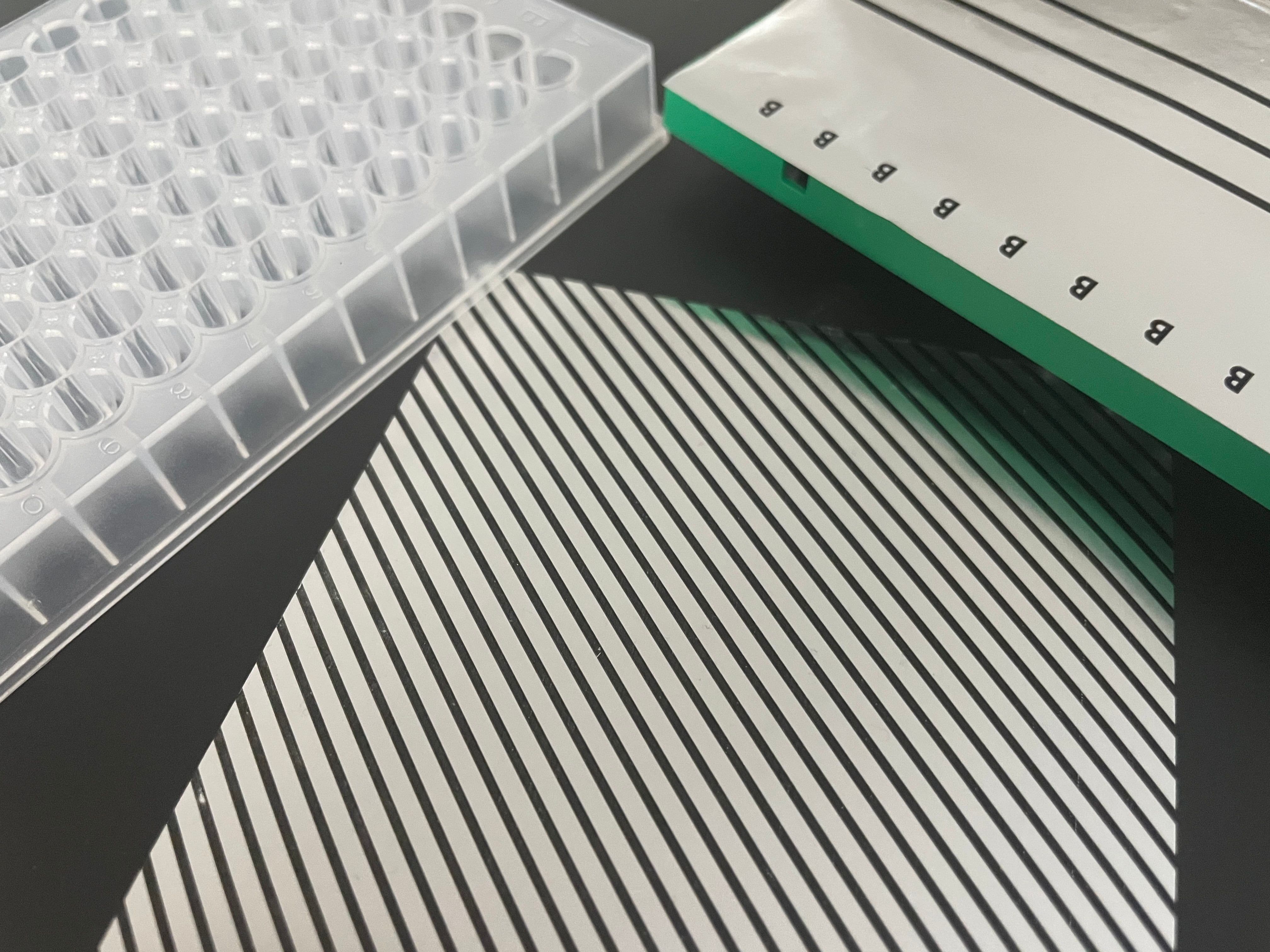
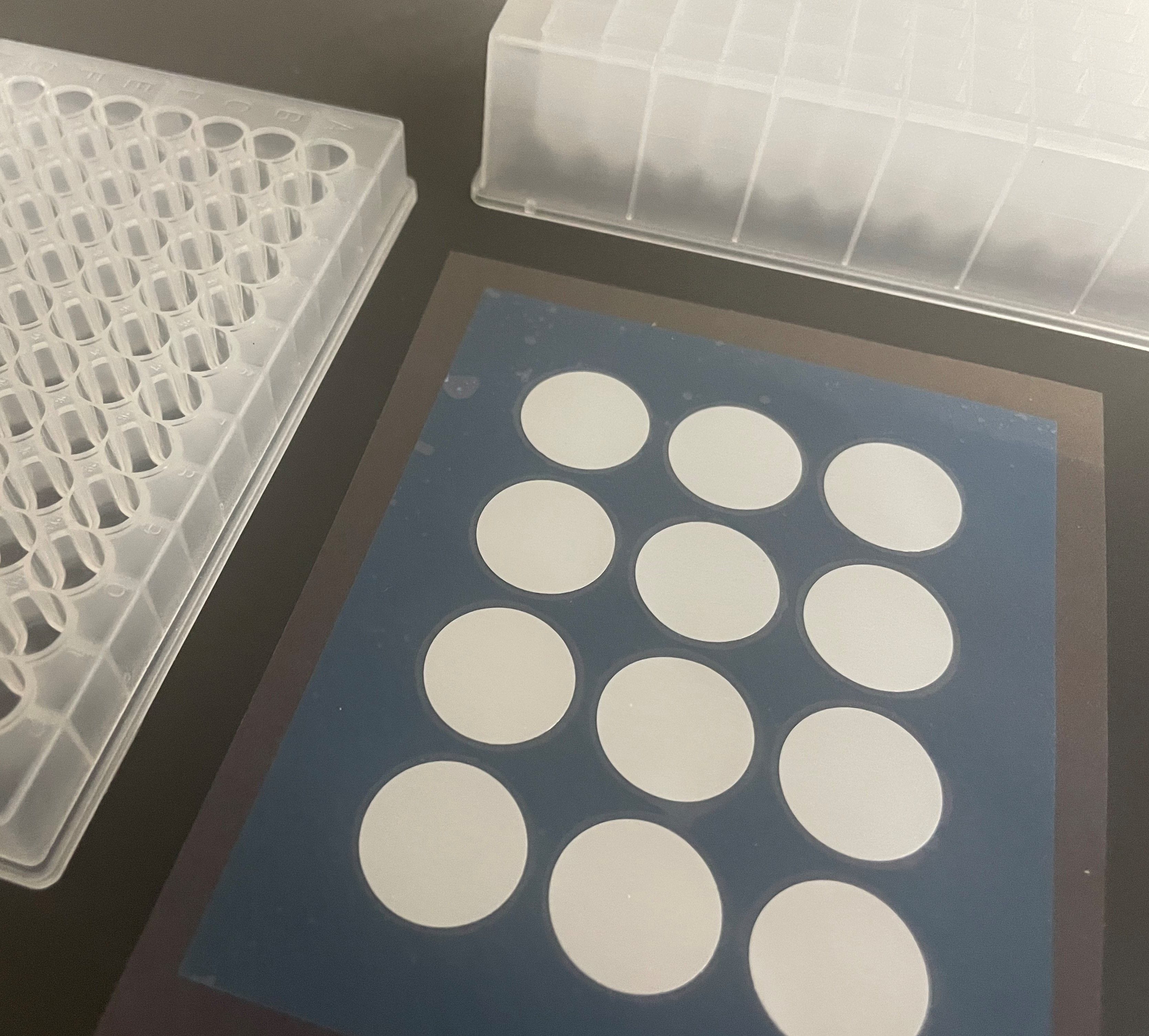
Custom Foil Array Patterns
A unique capability of FastelFoil is the ability to deliver custom foil seal arrays in panel format. These custom foil arrays are pre-configured to include discrete foil seal placements on a pre-formed low tack carrier liner for heat sealing to multiple tubes/tray configurations within a single heat press cycle. Master tack liner is easily removed post heat sealing.
Release Liner (Roll Format)
Due to seal polymer coating design, rolls or slit rolls are provided with release liner on seal side. Liner to be dropped or collected during rewind. Self-wound roll configuration requires additional storage conditions. Self-wound material can exhibit very light tackiness during unwind. Contact us for more information.
Seal Side Orientation: seal side can be to inside or outside during roll unwind.
DOE Testing (design of experiment)
When designing a new product, experimenting to determine the suitability of our products within the scope of your applications is key. FastelFoil can be heated using commercially available or custom heating devices such as heat presses, non-contact induction sealers or ultrasonic welding systems. Prior to testing FastelFoil, we encourage our customers to perform a DOE (design of experiment) based upon the FastelFoil melt point and substrate type being sealed as well as other subsequent application sensitivities that may exist. Since all of our customer applications involve various substrate types, substrate thicknesses and heating devices, we strongly encourage our customers to understand the relationship between your heating device's set temperature and what temperature is yielded at the seal line (area where the FastelFoil resides). Understanding the relationship between set temperature and seal line temperature will significantly help narrow the scope of DOE combinations and shorten your process towards optimization.
Preparation | Installation Guidelines
The following are general guidelines to be used as a preliminary basis to determine suitibility of FastelFoil. The below stated values are to be used as a starting point only and should be further tested to determine optimal heating time, temperature and pressure in order to yield the desired result. Since FastelFoil has no pre-determined heating time beyond heating to or past its melt point, it is important to understand the relationship between heating time, heating temperature and pressure applied during heating in order to optimize installation.
HS160 Softening Pont | Max Heating
Softening Point: 55C
Melt Point: 71C (full liquid state)
In order to acheive continuous temperature stability in field use, softening point should be higher than your device's established maximum operating temperature or higher than any post bonding internal temperature stability testing that may be required.
Maximum Processing Heating Temperature
Maximum process heating temperature of the FastelFoil HS160 is 150C. Prolonged heating exposure above this temperature may result in adhesive damage.
Surface Preparation
All surfaces should be clean and free debris. Surface can be cleaned with Isopropyl Alcohol (IPA) or solvent. All surfaces should be dry prior to installing seal. Additonal surface treatments may be considered depending on substrate material type and application requirements.
Sealing Temperature
75C to 110C+
Heating temperature stated is at seal line (area where foil seal resides). Necessary to acheive adequte wet-out of the seal layer onto the substrate. Seal should not be exposed to temperatures above 300F / 150C.
Heating Pressure
3 PSI to 100 PSI+
Important to maintain good surface contact of the foil seal to the substrate. No set pressure required. Dependent on substrate type, thickness, interface area as well as substrate durability.
Direct Heat Seal Time
0.25 seconds to 5+ seconds
(variable)
No set heating time required. Dependent on thermal conductivity of substrates and heating devices. Minimum melt point must be acheived. No complex ramp up and ramp down patterns required unless other materials require this during the heating process.
No set heating time required. Dependent on thermal conductivity of substrates and heating devices. Minimum melt point must be acheived. No complex ramp up and ramp down patterns required unless other materials require this during the heating process.
Cooling (set) Time
Variable
Seal should be allowed to adequately cool below its melt point before applying stress. It is recommended (not required) to maintain pressure during cooling to promote surface contact during this process. Forced direct air systems okay to accelerate cooling.
Seal should be allowed to adequately cool below its melt point before applying stress. It is recommended (not required) to maintain pressure during cooling to promote surface contact during this process. Forced direct air systems okay to accelerate cooling.
Viscosity Note
FastelFoil is designed with a specific melt point temperature. Flow control within its melted state is a function of heating temperature and pressure. As the seal is heated further past its melt point temperature, its viscosity continuously decreases. Significant pressure within a low viscosity state can cause seal run-out outside the interface.
Interface Contact
Depending on your heating application setup, an interface pad between the heat source and stack-up may be considered to provide conformability across large interfaces. Soft, mid and hard durometer thermally conductive gap pads can be considered in order to minimize the temperature drop from heat source to seal line (area where FastelFoil resides).
Heating Equipment


Heat Press and Ultrasonic Welding Equipment
Heating can be acheived through the use of off the shelf heating equipment such as heat presses, ultrasonic welding presses, or induction sealing equipment.
Click here to learn more about our recommended heating equipment partner.
Application Assistance
For further assistance and recommendations for installing and heating FastelFilm, please contact us Toll Free at 1-888-989-3832 (US Only) +1-949-369-7676 (International) or e-mail us at info@stretech.com
Request Sample or Technical Data Sheet